Alle Tags
Dieser Abschnitt bietet einen Überblick über Widerstandsschweißen sowie ihre Anwendungen und Funktionsweisen. Werfen Sie auch einen Blick auf die Liste der 8 Hersteller von Widerstandsschweißen und deren Firmenranking.
Verwandte Kategorien
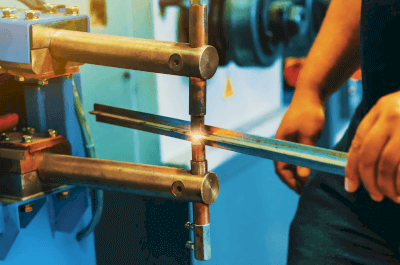
Das Widerstandsschweißen ist eine Schweißtechnik, bei der die Widerstandswärme genutzt wird, die entsteht, wenn das Metall unter Strom gesetzt wird.
An die beiden zu verschweißenden Metalle wird ein elektrischer Strom angelegt, während gleichzeitig mäßiger Druck ausgeübt wird. Die durch den Strom erzeugte Widerstandswärme schmilzt das Metall, das abkühlt und erstarrt und die beiden Metalle miteinander verbindet.
Im Gegensatz zum Lichtbogen- und Laserschweißen wird beim Widerstandsschweißen keine von außen zugeführte Wärmeenergie verwendet, sondern von innen erzeugte Wärme. Da die Grundmetalle direkt geschmolzen und miteinander verschweißt werden, ist die Verbindung nach dem Fügen fester und die Kosten können gesenkt werden, da Schweißhilfsmittel wie Lötzinn nicht erforderlich sind. Außerdem sind die Schweißspuren relativ unauffällig und die Oberfläche ist schön.
Der größte Vorteil des Widerstandsschweißens im Vergleich zu anderen Schweißverfahren besteht darin, dass es in kürzerer Zeit verarbeitet werden kann, da sich Metalle bei mäßiger Stromstärke schnell auflösen.
Das Widerstandsschweißen ist einfach zu handhaben und lässt sich daher leicht mit Robotern automatisieren. Aus diesem Grund wird es häufig in Massenproduktionsanlagen für Haushaltsgeräte und Automobile eingesetzt. Es wird auch für die Bearbeitung der Außenteile von Autos und Schienenfahrzeugen verwendet, bei denen nicht nur die Funktionalität, sondern auch das Aussehen wichtig ist, da eine ästhetische Oberfläche auch ohne große Fachkenntnisse erreicht werden kann.
Das Widerstandsschweißen erfordert, dass das Metall unter Druck steht und ein elektrischer Strom angelegt wird. Daher kann es nicht bei Materialien angewendet werden, die keinen elektrischen Strom führen, zu dick sind oder einen zu geringen Widerstand aufweisen. Zu den Materialien, die sich zum Widerstandsschweißen eignen, gehören Nickel und rostfreier Stahl.
Das Widerstandsschweißens ist ein Fügeverfahren, bei dem die durch elektrischen Widerstand erzeugte Wärme genutzt wird, wenn ein elektrischer Strom an ein Metall angelegt wird.
Die durch den elektrischen Widerstand erzeugte Wärme ist in der Regel ein Leitungsverlust, wenn elektrischer Strom durch das Metall fließt. Sie ist daher einer der Faktoren, die bei der Stromübertragung, z. B. von einem Kraftwerk zu den einzelnen Haushalten, so weit wie möglich auf Null gehalten werden sollten, da sie die Effizienz der Stromübertragung beeinträchtigt.
Beim Widerstandsschweißen handelt es sich jedoch um ein Fügeverfahren mit umgekehrtem Konzept, bei dem die Wärme, die einen Leitungsverlust darstellt, absichtlich erzeugt und zum Schmelzen des Metalls genutzt wird.
Beim Widerstandsschweißen gibt es drei wichtige Elemente, die als die „drei Hauptbedingungen des Widerstandsschweißens“ bezeichnet werden.
In jüngster Zeit ist zu den drei oben genannten Faktoren noch die „Elektrodenform“ hinzugekommen, die auch als die „vier Hauptbedingungen des Widerstandsschweißens“ bezeichnet werden.
Diese vier Hauptbedingungen stehen in engem Zusammenhang mit der Qualität des Widerstandsschweißens und müssen daher sorgfältig eingestellt werden.
Die Druckbeaufschlagung bezieht sich auf den Druck, der ausgeübt wird, wenn die Elektrode gegen das zu schweißende Metall gedrückt wird, um einen elektrischen Strom durch das zu verbindende Metall zu leiten. Es ist darauf zu achten, dass nicht zu viel Druck ausgeübt wird, da dies zu einer Verformung oder Eindrückung des Werkstücks führen kann, wenn die Elektrode darauf gepresst wird, was zu einer ungleichmäßigen Schweißqualität führt.
Der Schweißstrom ist die Stromstärke, die während des Schweißens auf das Metall wirkt. Eine Erhöhung des Schweißstroms ermöglicht eine schnellere Wärmeentwicklung im Metall, was jedoch ein schnelleres Schmelzen des Metalls zur Folge hat, so dass je nach Einstellung der Einschaltzeit der zu schmelzende Bereich kleiner werden kann und die Schweißfestigkeit abnimmt.
Die Einschaltzeit gibt an, wie lange der Schweißstrom fließt. Beachten Sie, dass eine lange Einschaltzeit die Effizienz des Schweißvorgangs verringert.
Die Elektrodenform bezieht sich auf die Form der Elektrode, die gegen das Metall gedrückt wird. Die Form der Elektrode verändert die Massefläche zum Metall, was sich auf die Stromdichte auswirkt.
Wenn die Elektrodenform klein ist, kann das Metall örtlich schneller geschmolzen werden, weil die Massefläche kleiner ist. Die Fläche, die geschmolzen werden kann, ist auch kleiner, was zu einer geringeren Schweißfestigkeit führt. Wenn die Elektrodenform vergrößert wird, tritt das Gegenteil der kleinen Elektrodenform ein, so dass man vorsichtig sein muss.
Es gibt zwei Hauptarten des Widerstandsschweißens:
Das Punktschweißen wird so genannt, weil das Objekt an einem Punkt geschweißt wird. Der zu schweißende Bereich des Metalls wird zwischen zwei Elektroden in Form von Stäben gehalten, die unter Druck stehen, und es wird ein elektrischer Strom angelegt. Durch die entstehende Widerstandswärme schmilzt das Metall, und wenn es abkühlt, verfestigt es sich wieder und die beiden Metalle werden miteinander verbunden. Das Verfahren ist sicher und einfach zu handhaben. Die Zeit, in der die Wärme erzeugt wird, ist kurz und lokal begrenzt, so dass das zu schweißende Metall durch die Hitze weniger verformt werden kann.
Der Nachteil ist, dass beim kontinuierlichen Schweißen in der Nähe eines bereits punktgeschweißten Bereichs ein gewisser Abstand eingehalten werden muss, da es sonst zu einem „Nebenschluss“ kommt und die Qualität nicht konstant ist.
Nebenschlussstrom ist ein Phänomen, bei dem der punktgeschweißte Bereich und der neu zu schweißende Bereich unterschiedliche elektrische Widerstände aufweisen, so dass der Strom in den punktgeschweißten Bereich umgeleitet wird und die Wärme nicht auf den Zielbereich übertragen wird. Je nach dem zu schweißenden Objekt müssen unter Umständen hoher Druck und hoher Strom zur Wärmeerzeugung eingesetzt werden, sodass auch die Schweißausrüstung eine hohe Festigkeit aufweisen muss.
Beim Rollennahtschweißen wird das zu schweißende Metall zwischen rollenförmigen Elektroden eingebettet und durch Rotation der Elektroden unter Strom gesetzt, wobei die erzeugte Widerstandswärme zum Schweißen einer Linie genutzt wird. Während das Punktschweißen ein punktförmiges Verfahren ist, ermöglicht das Nahtschweißen eine kontinuierliche lineare Verbindung. Das Ergebnis ist eine starke und dichte Schweißung, die schnell und hocheffizient ist.
Es ist jedoch zu beachten, dass die Temperatur in der Nähe des Schweißbereichs aufgrund der durch den Schweißprozess erzeugten kontinuierlichen Wärme tendenziell höher ist, was leicht zu Wärmeverformungen im Produkt nach der Verarbeitung führen kann.
*einschließlich Lieferanten etc.
Nach Merkmalen sortieren
Rangliste in Deutschland
Ableitungsmethode| Rang | Unternehmen | Aktie lecken |
|---|---|---|
| 1 | WELDUR | 19.2% |
| 2 | Proweld GmbH | 17.6% |
| 3 | NIMAK GmbH | 14% |
| 4 | Bosch Rexroth AG | 10.8% |
| 5 | WELD-TEC GmbH | 10.4% |
| 6 | AMPCO METAL | 10.4% |
| 7 | bIHLER TEVHNOLOGY IN MOTION | 10% |
| 8 | AMADA WELD TECH GmbH | 7.6% |
Ableitungsmethode
Das Ranking wird auf der Grundlage des Klickanteils innerhalb dieser Seite berechnet. Der Klickanteil ist definiert als die Gesamtzahl der Klicks für alle Unternehmen während des Zeitraums geteilt durch die Anzahl der Klicks für jedes Unternehmen.Anzahl der Mitarbeiter
Neu gegründetes Unternehmen
Unternehmen mit Geschichte
Diese Version richtet sich an Deutschsprachige in Deutschland. Wenn Sie in einem anderen Land wohnen, wählen Sie bitte die entsprechende Version von Metoree für Ihr Land im Dropdown-Menü.